En quelques mots : la tour de purge d’une imprimante 3D est l’assurance qualité indispensable pour obtenir des impressions multi-couleurs et/ou multi-matériaux propres et sans défauts visuels. Si elle concerne surtout les machines capables de multi-couleurs, cette tour ne sert pas qu’à passer d’une teinte à l’autre.
Cet article explique l’importance cruciale de la tour de purge dans l’impression 3D multicouleur et pourquoi il ne faut pas la confondre avec la simple purge des filaments (les « petits cacas » ou poops).
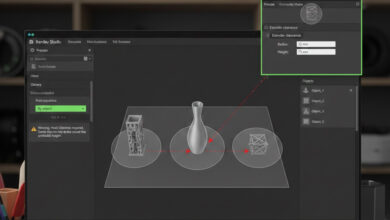
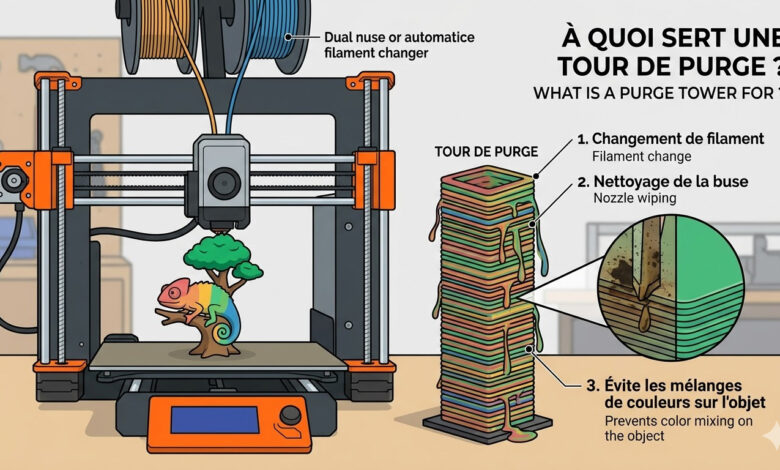
A quoi sert réellement la tour de purge ?
-
Uniformisation de la pression : Son rôle principal est de stabiliser la pression à l’intérieur de la buse avant d’attaquer la couche réelle de l’objet. Cela permet d’éviter les irrégularités ou les « blobs » au début de l’impression.
-
Élimination des résidus : La tour sert également à purger les restes de l’ancien filament ou les petites impuretés qui pourraient rester après un changement de couleur ou de matière.
-
Zone tampon : La tour de purge est aussi un « tampon » entre la mécanique interne de l’imprimante (changement de filament, rétraction) et l’impression de haute qualité du modèle final.
Pourquoi la garder même sur des machines haut de gamme ?
-
Machines mono-buses : Elles en ont absolument besoin car le mélange de couleurs et les variations de pression sont fréquents dans la même buse.
-
Machines multi-buses / multi-têtes (comme la Snapmaker U1, la Bambu Lab H2C ou la Prusa XL) : Bien qu’elles génèrent beaucoup moins de déchets, la tour de purge reste nécessaire pour garantir que chaque buse est prête à imprimer avec un flux constant dès le premier millimètre.
Les trois imprimantes citées en exemple ne sont donc pas exemptes de perte de matière : s’il n’y a pas de déchets à proprement parlé (poops), la tour de purge reste inévitable pour garantir des impressions propres.
Conseils pour optimiser de la tour de purge imprimante 3D
-
Réduire plutôt que supprimer : Il est possible de réduire la densité ou la taille de la tour de purge dans les paramètres du logiciel trancheur (slicer) pour économiser un peu de matière, mais il est déconseillé de l’enlever totalement.
-
Rapprocher la tour du modèle : Il est recommandé de placer la tour le plus près possible de l’objet à imprimer. Cela réduit les distances de déplacement de la tête et limite ainsi les risques de stringing (fils d’ange) et de coulures. On peut aussi laisser le slicer décider avec la fonction d’auto ajustement.
-
Priorité à la qualité : Mieux vaut « perdre » quelques grammes de filament (ce qui représente un coût anecdotique, plutôt que de risquer de gâcher une impression de plusieurs heures à cause d’un défaut de surface.